How Do You Deal with Sharp Corners in CNC Machining?
When sharp internal corners was processing in CNC machining, machinists face a major challenge. End mills and drills, the two most common cutting tools of CNC machines, have limited cutting length due to their cylindrical shape, meaning they will always create a radius when cutting an internal pocket. Because of this geometry, parts produced using CNC machines will have at least some level of radius, making them unsuitable for designs that call for sharp corners. However, there are certain methods which can be used to achieve these sharp angles but they come at a high cost –so only include them in your design if necessary (and you’re ready to bear the costs). This article covers why sharp corners present such difficulties with regards to CNC machines and steps you can take if you still need them in your design.
CNC machining can be difficult when working with sharp corners due to the increased vibration caused by abruptly stopping the machine and pivoting the workpiece. To avoid this problem, it is best to design your parts without sharp corners whenever possible. If such edges are necessary, careful consideration should be given to ensure that the machinist does not encounter any undue challenges in creating a quality product.
CNC machining is an effective way to manufacture parts, however the cylindrical cutting tools used for CNC machining can make producing sharp internal corners very difficult. The geometry of the tools will always lead to a radius when creating a pocket or other design, causing issues for parts that need sharp edges and corners. While it is possible to achieve sharp corners with specialized machining techniques, these methods can be expensive and should only be used if absolutely necessary due to the additional cost associated with them. This article discusses why creating sharp internal corners can be challenging and how best to approach this issue in different design scenarios.
What are the drawbacks to having sharp corners when it comes to CNC machining?
When it comes to CNC (Computer Numerical Control) machining, the radius of the machinist’s tooling determines what corner radii are achievable. The optimal internal sharp corner radius that can be produced via CNC is the same as the radius of the cutting tool. However, if a 90-degree path is attempted, this will result in chatter marks from increased vibration and slow down the machining process, resulting in a poorly manufactured part. To achieve pristinely sharp corners, it may be necessary to stop the machine and pivot the workpiece.
How do you solve the sharp corner problem for CNC machinists?
During the CNC process, the machine’s radius and tooling will determine which corner radii can be produced. However, this could lead to sharp edges on parts and increase production time. To prevent this problem, there are some solutions such as adding fillets or using different technologies to fabricate custom parts.
When and how to add a corner radius (or fillet)
To ensure accuracy and reduce vibrations and chatter marks, a good rule of thumb is that the corner radiuses should be no smaller than 1/3 of the pocket’s depth. The pocket’s depth should be two to three times the diameter of the cutting tool. While effective, this process can become expensive if used too often in production.
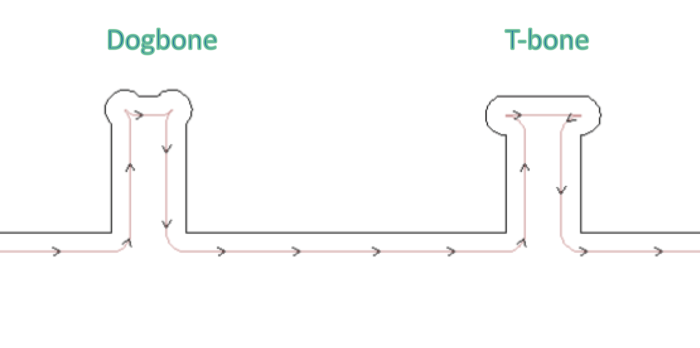
Dog bone and T-bone fillets can be used to create rounded internal corners on the machined parts, greatly aiding in the assembly process by providing a smoother fit between components.
T-bone fillets
T-bone fillets are pieces of a tool that allow for the extension of the corner in one direction. This allows them to make sharp corners when joining two mating components together. In order to achieve this, the cutter extends the corner of its tool radius on one side.
Dogbone fillets
Dogbone fillets are named for their shape, similar to a canine’s chew toy. They provide a sturdy corner joint in machining because the corner is extended in two directions, creating a strong fit between mating parts and balancing the amount of material removed from either side. For the most elegant machining solution, a being two-directional dogbone should be centered at √(R² / 2) from the actual corner, maximizing the material usage while minimizing unnecessary amounts removed.